- 返回顶部
- 028-66445555
- 在线咨询
- 微信二维码

7*24小时热线:028-66445555


提供污水处理工程整体解决方案

经理专线:
浏览次数:2417 更新时间:2018-12-13
")
")
")
")

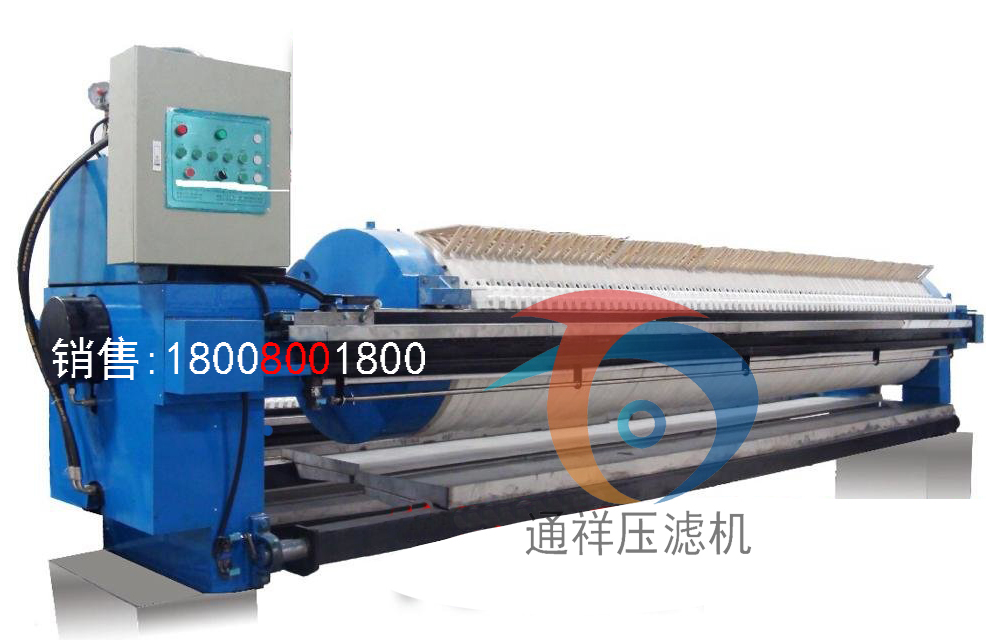
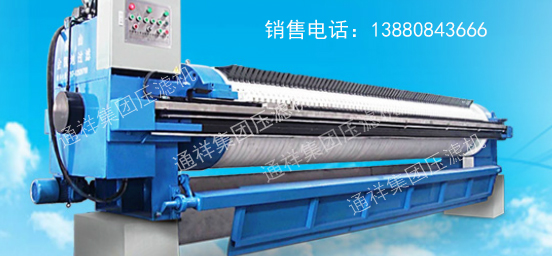
沙场污泥处理,洗沙厂泥浆压滤机
沙场污泥处理,洗沙厂泥浆压滤机是用于处理石场泥浆、洗砂厂洗砂污泥、沙包土水洗泥浆处理的设备,全套设备采用自动化去水、脱水的原理,能将抽到设备的泥浆快速挤份成干泥,压出来水也是清水,可循环使用或者排放,24小时自动化处理,操作简单,无需人工看守,解决石场、洗砂厂老板泥浆处理难题和环保难题,为洗砂厂、石场老板安稳生产保驾护航。设备型号有大有小,根据客户每小时需要处理的泥浆量进行推荐设备泥浆设备后出来就是清水+干泥,干泥打包运输不滴水,全套设备清水循环使用,销售热线:13880843666
使用沙场污泥处理,洗沙厂泥浆压滤机好处:
1、洗砂黄泥浆经过设备出来就是干泥
2、处理后的污泥变清水,可循环洗砂使用,不浪费水资源,水费成本
3、洗砂污泥处理设备压出来的干泥,手抓不,可直接打包运输不滴水
4、可根据客户现场设计工艺流程,自动化污泥处理流程
沙场污泥处理,洗沙厂泥浆压滤机
设备性能:
机型:XMY500/1500
处理能力:500T
全套泥浆脱水设备功率:技术付工
设备操作:技术付工
工作:24小时连续工作,一边进料一边出干泥
优点:
1、设备开起来自动运行,连续出干泥;
2、设备使用耗能低;
3、出来的干泥手抓不,打包运输不滴水;
4、设备自动运行无需人工。
5、全套设备流程达到泥水分离,清水回用,无污泥排放,节省成本,解决环保难题;用于处理洗砂黄泥浆处理实现泥水分离,洗砂黄泥浆机器后出来的是泥饼和清水,清水循环使用,可排放或循回洗沙,泥饼手抓不,打包运输不滴水。
产出的干泥达2-3公分厚度,处理效率高。干泥连续、含水率低,手抓不
沙场污泥处理,洗沙厂泥浆压滤机
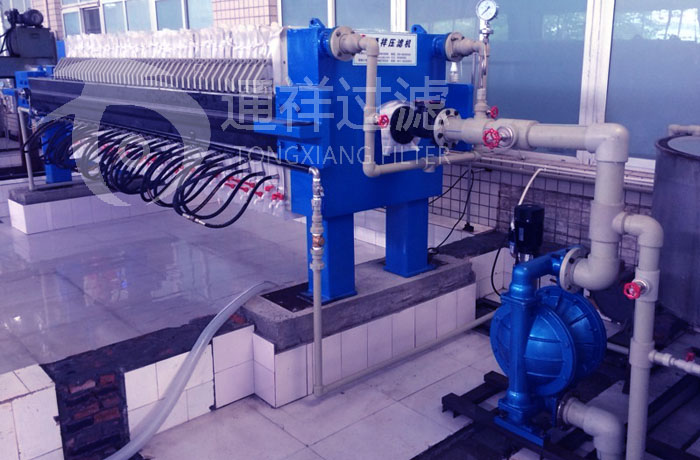
随着石场、洗砂厂的。石场制砂、洗砂都会产生大量的黄泥浆,沙场泥水四溅、难以踏足,各地区环保部门对此高度。大多数洗砂厂都存在场地,沉淀池面积大小有限,往年矿砂生产中所产生的泥浆污泥没有及时的处理,以至于沉淀池无法容纳多余的泥浆水,跟不上眼下的生产进度。由此引发恶性循环,人工——泥浆外运,此项工作长此以往所花费的开支巨大,不是彻底的解决办法。因此我公司推出一款可连续工作的洗砂泥浆处理设备,设备可24小时连续运行,无需人工,不怕刮风下雨,处理后可堆积成型的泥饼直接装车拉走,出来的清水可回用洗沙机洗砂,真正做到零排放,无污染。
沙场污泥处理,洗沙厂泥浆压滤机
保证:
1、主机主体部分选用优质不锈钢制成,包括主脱水辊、防水罩、喷嘴、接水槽、挡泥板等零部件。
2、主机机架擦用优质国标方管整体焊接而成,其表面经度防腐蚀喷漆处理,底层喷环氧富锌漆,中层喷环氧云铁漆,表层喷氟碳漆再外加出机补漆,共四道喷漆,耐酸、碱及防生锈能力可以达到10年以上。
3、轴承座采用优质铁铸铁全密封,轴承为双排滚子大连冶金轴承,比单排滚子轴承具有更好承受力度和耐无磨损性。辊、传动辊、导辊为优质无缝管外包优质耐磨橡胶,可保用三年。
4、根据物料物理特性不同选用不同的滤网,本机采用强度高、表面光滑透水性好、不易填堵塞、固体回收率高、易清洗、易折装的优质滤网。
沙场污泥处理,洗沙厂泥浆压滤机