高压隔阂压滤机的工作效率
浏览次数:1452 更新时间:2018-12-06
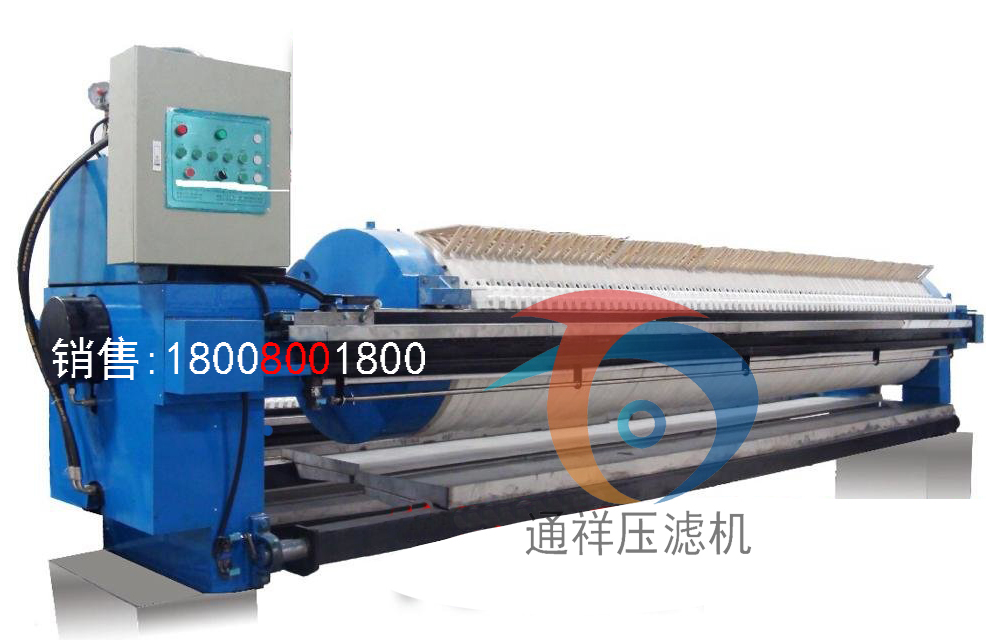
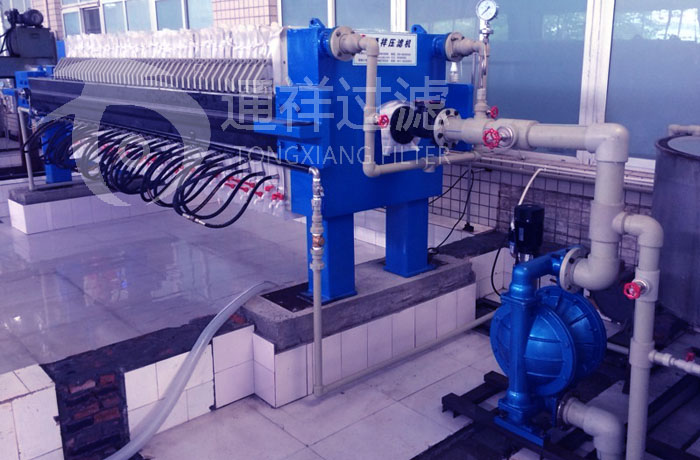
高压隔阂压滤机的工作效率 高压隔阂压滤机是一种间歇式的加压过滤设备,用于各种介质过滤,过滤作用好,滤饼含水率低。我厂出产的主动体系高压隔阂压滤机选用积木式结构,各部分结构合理,联合简略,运用不同的组合,适用于不同用户的要求。整机具有主动化程度高,出产才调大,能够在高压力下操作,滤饼种含液率低,单位产值高,占地面积小等特征:其运用作用可与进口压滤机比美。 主动体系高压隔阂压滤机排液办法有明流、暗流型,根据滤板数量的多少及滤板办法的改动,可组成不同的过滤面积和容量。主动体系高效精煤压滤机选用机、电、液一体化规划制作,能够结束主动压紧、过滤、穿流、压榨、松开、拉板等进程;主动压滤机各种进程都由电气柜控制,按可编程控制器设定的程序进行。 高压隔阂压滤机用于钢厂污水、港口、河道、地道清淤污泥脱水,单机单次最大滤饼产值可抵达20m3,循环次数可抵达每小时2次,滤饼含水率30%,抵达滤饼干堆作用。高压隔阂压滤机应用于污泥、污水处理,滤饼含水率最低已做到45%以下,比较传统的带式压滤机,滤饼含固率最高行进2倍以上,滤饼运输成本大大下降,滤饼可进入电厂直接燃烧,真正将污泥变为资源,将污水变成清泉,彻底替代了带式压滤机,并且给用户带来了丰厚的收益。 上述内容是关于高压隔阂压滤机优势的相关资讯,假定您想了解更多的相关资讯,能够持续注重我们的网站。相关产品举荐:
高压隔阂压滤机是一种间歇式的加压过滤设备,用于各种介质过滤,过滤作用好,滤饼含水率低。我厂出产的主动体系高压隔阂压滤机选用积木式结构,各部分结构合理,联合简略,运用不同的组合,适用于不同用户的要求。整机具有主动化程度高,出产才调大,能够在高压力下操作,滤饼种含液率低,单位产值高,占地面积小等特征:其运用作用可与进口压滤机比美。 主动体系高压隔阂压滤机排液办法有明流、暗流型,根据滤板数量的多少及滤板办法的改动,可组成不同的过滤面积和容量。主动体系高效精煤压滤机选用机、电、液一体化规划制作,能够结束主动压紧、过滤、穿流、压榨、松开、拉板等进程;主动压滤机各种进程都由电气柜控制,按可编程控制器设定的程序进行。 高压隔阂压滤机用于钢厂污水、港口、河道、地道清淤污泥脱水,单机单次最大滤饼产值可抵达20m3,循环次数可抵达每小时2次,滤饼含水率30%,抵达滤饼干堆作用。高压隔阂压滤机应用于污泥、污水处理,滤饼含水率最低已做到45%以下,比较传统的带式压滤机,滤饼含固率最高行进2倍以上,滤饼运输成本大大下降,滤饼可进入电厂直接燃烧,真正将污泥变为资源,将污水变成清泉,彻底替代了带式压滤机,并且给用户带来了丰厚的收益。 上述内容是关于高压隔阂压滤机优势的相关资讯,假定您想了解更多的相关资讯,能够持续注重我们的网站。相关产品举荐: