- 返回顶部
- 1388 0843 666
- 在线咨询
- 微信二维码

7*24小时热线:1388 0843 666


提供污水处理工程设计、销售、安装整体解决

经理专线:
浏览次数:1646 更新时间:2018-05-14

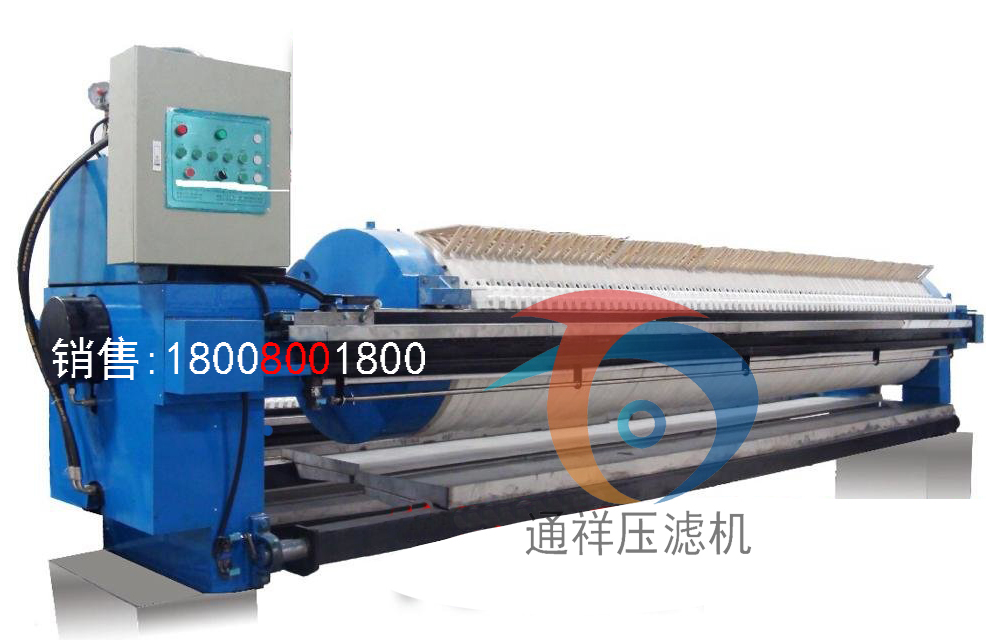
 压滤机PLC自动控制系统
压滤机PLC自动控制系统
压滤机PLC主动操控系统
1、压滤机工艺流程及操控要求
1.1工艺流程
全主动压滤机是分离悬浮液中固体与液体的设备,其作业原理是靠泵的压力、固液的重力、气压或水压的效果,在滤布(过滤介质)两边发生压差,来完成固液分离,到达出产要求。
全主动压滤机PLC操控系统可分为2种工艺形式,即长程序操控作业形式和短程序操控作业形式。
长程序操控作业形式有6个进程(见图1):过滤,泵入物料悬浮液;一次隔阂揉捏,揉捏成形滤饼;滤饼洗刷,清水洗滤;二次隔阂揉捏,从头揉捏滤饼;滤饼吹干,高压风吹干,带走少量水分;滤饼排出与滤布洗刷。
短程序操控作业形式有4个进程(见图2):过滤、隔阂揉捏、滤饼吹干、滤饼排出与滤布洗刷。
1.2操控要求
全主动压滤机PLC操控系统的主要功用包含测验、手动、主动、参数设定、显现和报警毛病诊断等。
测验功用要求转换开关置位在测验位时,经过BCD拨码开关挑选要测验的执行机构(如水泵、阀门等),能够单独测验挑选的设备动作是否正常。
手动功用要求当转换开关置位在手动位时,按压闭合、过滤、洗刷、揉捏、吹干、卸料按钮发动相应的出产工序。
主动功用要求转换开关置位在主动位时,按压程序发动按钮,压滤机从初始方位开始运转并主动接连作业。
参数设定功用要求由操作人员操控的各个工艺时刻,能够经过触摸屏进行调整,程序内部的时刻操控,技术人员在授权的条件下能够进行调整。
显现功用要求在压滤机闭合、过滤、洗刷、揉捏、吹干、卸料等工序进程中,显现屏上显现相应的作业状况和工艺参数。
报警、毛病诊断功用要求在压滤机操作、运转进程中,当呈现毛病时宣布报警信号并避免压滤机及其隶属设备受到损坏,同时在显现屏上显现详细的毛病点。
2、操控系统硬件组成
全主动压滤机操控系统主要由PLC与触摸屏HMI组成,装备以太网接口模块,能够便利地接入工厂操控网络。
全主动压滤机操控系统的输入信号包含操作挑选、接触器和热继电器状况、阀门状况、挨近开关、维护等50多个开关量信号,输出信号包含报警输出、阀门开闭、电机操控、指示输出等近30个开关量信号。
3、特色:
主动化程度高,可靠性高,通用性强,毛病率低
能在恶劣的环境下可靠作业,修正程序容易
体积小结构紧凑,接线便利简略
修理便利,编程便利